





Напредок и главни карактеристики на технологијата за лиење FFX
(1) Машината за обликување FFX може да произведува заварени цевки со челик со повисок степен, потенки и подебели ѕидови. Бидејќи деформацијата на FFXERW машина за производство на цевкиТехнологијата на формирање главно се базира на хоризонтални ролни, а вертикалните ролни во фазата по грубото формирање не треба да користат внатрешни ролни за контрола на деформацијата, структурата на опремата има карактеристики и на мекост и на цврстина, и лесно е да се постигне висока цврстина и висока цврстина и може да се стабилизира. Произведува висококвалитетни заварени цевки над 219 mm, D/t=10 ~ 100 и степен на челик до P110.


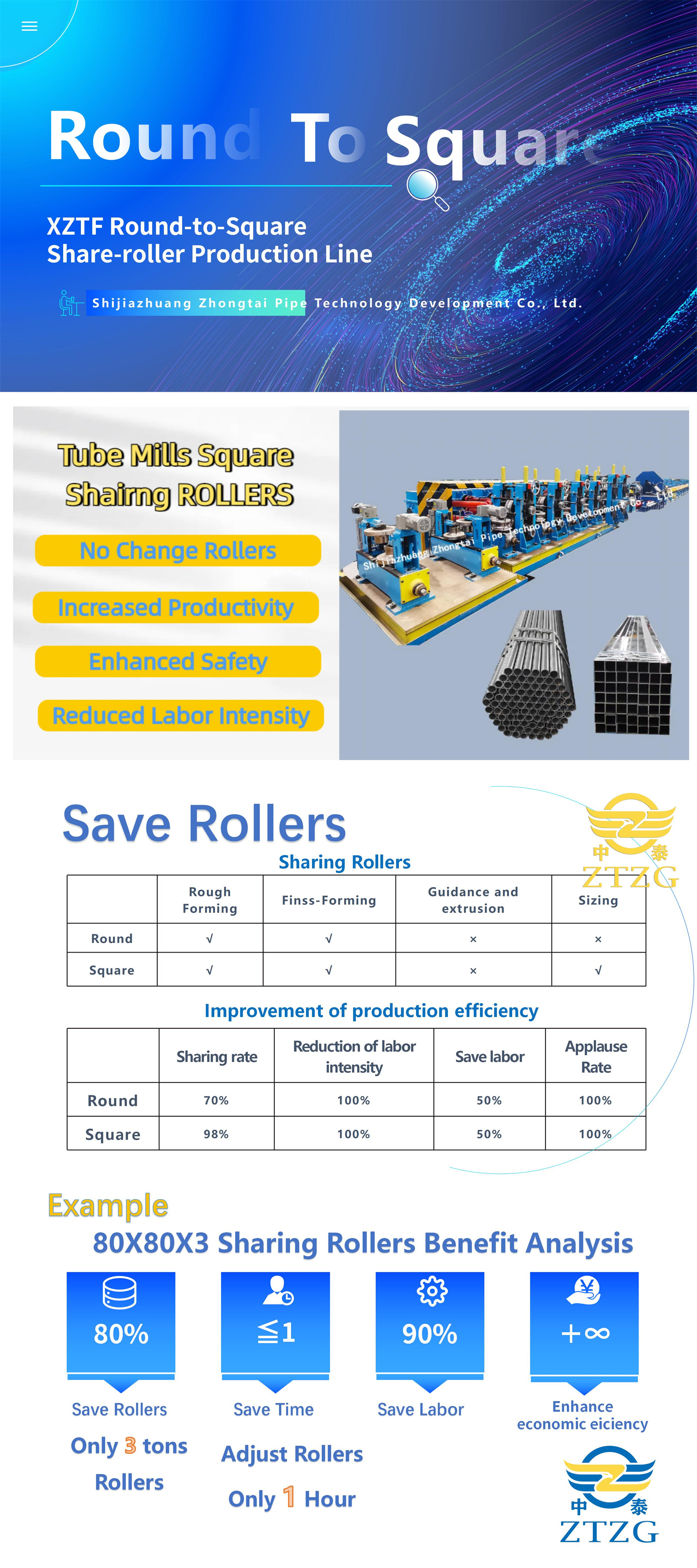
(2) Хоризонтални ролни и вертикални ролни на FFX обликувачкиот дел вомашина за правење цевкисе целосно споделени. Во технологијата за обликување FFX, обликот на еволвираната ролна и методот на свиткување од ролна до ролна се органски комбинирани, така што хоризонталните ролни и вертикалните ролни можат целосно да се споделат. На пример, делот за обликување на ролни цевки од трета генерација ZTF воцевна мелница, развиен од ZTZG, треба да сподели само еден сет ролни за грубо обликување. Ова ги намалува трошоците за ролерите и го поедноставува користењето и управувањето со ролните.
(3) Распределбата на деформацијата е разумна, а процесот на обликување е стабилен. Во фазата на грубо обликување нацевна мелница, методот на голема деформација главно користи хоризонтални ролери, така што закривеноста на страната на отворената цевка е блиску до онаа на завршената заварена цевка, а деформацијата на финото обликување е мала. Оваа разумна распределба на деформацијата го прави обликувањето стабилно и ги надминува недостатоците на обликувањето со редови. Скриената опасност од дефекти на заварените цевки е предизвикана од неразумната распределба на деформацијата кај постаритецевни мелници.
(4) Методот на континуирано свиткување на обликување, кој се користи воцевна мелница, е усвоена за да се создадат најдобри услови за високофреквентно заварување. Технологијата за обликување FFX, како што е имплементирана вомашина за правење цевки, го усвојува методот на континуирано свиткување на обликување и целосно ги користи соодветните карактеристики на обликување на хоризонталните и вертикалните ролни. Ова осигурува дека нема мртва зона на деформација во делот од лентата, и што е поважно, ефикасно ја надминува деформацијата предизвикана од промените во дебелината и цврстината на лентата. Минимизирањето на еластичното закрепнување ја подобрува точноста и стабилноста на лиењето во рамките нацевна мелницаПо грубото обликување воцевна мелница, работ на челичната лента е целосно пластично деформиран, а закривеноста на работ на отворената цевка е многу блиску до онаа на завршената цевка. Деформацијата за време на финото обликување е минимална, обезбедувајќи зачувување на обликот на отворената цевка по грубото обликување, што создава оптимални услови за високофреквентно заварување во рамките нацевна мелница.
(5) Го подобрува квалитетот на заварената цевка произведена одцевна мелницаВо споредба со традиционалната технологија за обликување со ролни, технологијата за обликување FFX, имплементирана вомашина за правење цевки, исто така го подобрува квалитетот на заварената цевка во следните два аспекта: Прво, по грубото обликување во рамките на цевна мелница, бидејќи закривеноста на работ на отворената цевка е многу блиску до завршеното тело на цевката, неусогласеноста од екструдерските ваљаци за време на фазата на завршна обработка е минимизирана, дури и за заварени цевки со висока цврстина и дебели ѕидови. По финото обликување во рамките нацевна мелница, двете страни од работ на лентата се во суштина паралелни (не позитивни V-форми или инвертирани V-форми) конечни споеви. На внатрешната и надворешната површина на заварената цевка се формираат униформни брусници, што е погодно за стружење на брусниците. Во исто време, може да се користи поголем агол на заварување во форма на V пред машината за високофреквентно заварување, ефикасно спречувајќи дефекти на заварувањето како што се сивите дамки. Второ, поради методот на континуирано формирање на прирабница што се користи воцевна мелницаи уникатниот дизајн на ролна премин, секој дел од лентестиот челичен дел претрпува максимум една деформација за време на фазата на грубо обликување. Деформацискиот премин е добро поврзан, спречувајќи која било поединечна област да биде повеќекратно деформирана, а со тоа, се минимизира локалното истенчување поради притисокот на ролната. Затоа, деформацијата е униформна, внатрешниот стрес е низок, а целокупниот внатрешен квалитет на заварената цевка е произведен одцевна мелницае подобрено.
Како заклучок, нашата ZTF-IV ERW технологија за обликување цевки, имплементирана во рамките нацевна мелница, комбинира многу предности на традиционалните методи за обликување со ролни и методите за обликување со цветни ролни, демонстрирајќи значителен напредок. ZTZG произведе повеќе линии за производство на ZTF заварени цевки за различни претпријатија. Меѓу нив, Tangshan Wenfeng Qiyuan Steel ја дизајнираше и произведе линијата за производство на автоматско обликување FFX од четврта генерација во рамките на нивнитецевна мелница, која вклучува компјутерска контрола, што означува дека иновативните концепти на ZTZG влегоа во нова фаза. Нашата ZTF(FFX) технологија за флексибилно обликување, која се користи вомашини за производство на цевки, ќе продолжи да се подобрува и развива преку континуирана употреба во рамките нацевна мелницаоколината.
Време на објавување: 04.02.2023




